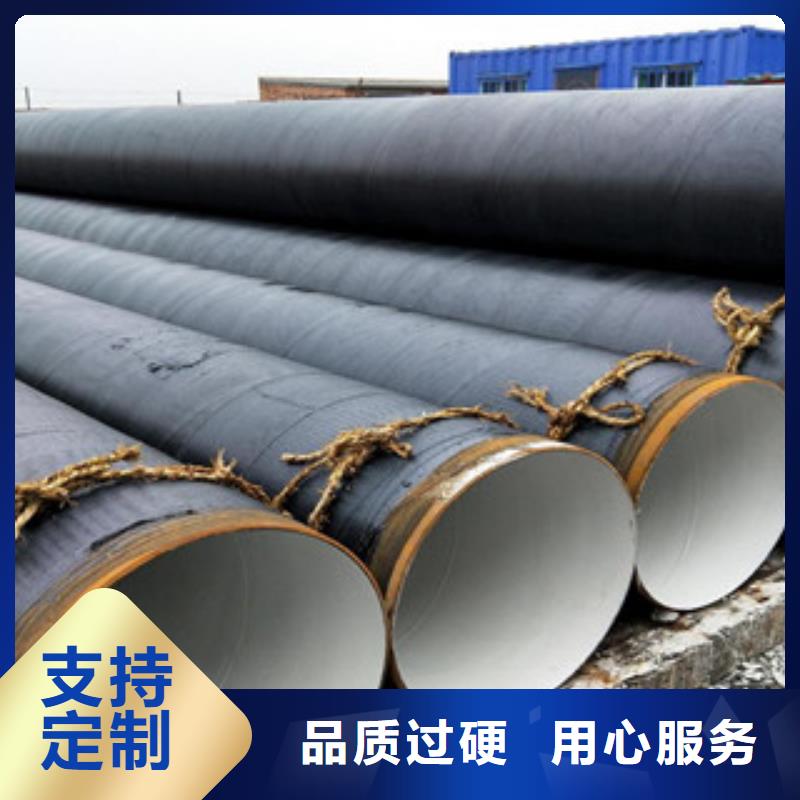





在未来,钢兴钢管(鞍山市分公司)将继续做好 流体管产品,发扬“超越自我、追求圆满”的企业精神,以“人人品管,技术争先,团结协作,求真务实。”的宗旨,不断进行经营改革和管理创新,增强企业的整体竞争力、凝聚力、创新力,来服务于社会。


螺旋焊管生产厂家应持有 颁发的工业产品生产许可证。许可证制度要求螺旋焊管的生产厂家首先应通过 认定的权威检定机构的审查考核,具备相应的生产手段、检验设备,质量保证体系运行良好有效,产品应符合 标准的等级和质量规范的要求,经 工业产品生产许可证办公室确认后发证。所以螺旋焊管生产厂家均有较为完善的质量保证体系和质量控制的运作程序。直缝焊管生产厂家没有工业产品生产许可证的要求。由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少,另一方面其生产工艺和品质等级决定其市场价位亦高于热轧钢板。这是螺旋焊管的市场售价高于直缝焊管的主要原因。对于钢管销售价格的组成,材料价格是主导甚至是决定性因素。
认真考察螺旋焊管与直缝焊管的价格差异,螺旋焊管的价位略高于直缝焊管是由于生产主材的价格差异所致。然而钢管制作仅只是项目工程的一部份,若考虑到工程整体质量、项目综合造价等因素,螺旋焊管仍具有整体优势。



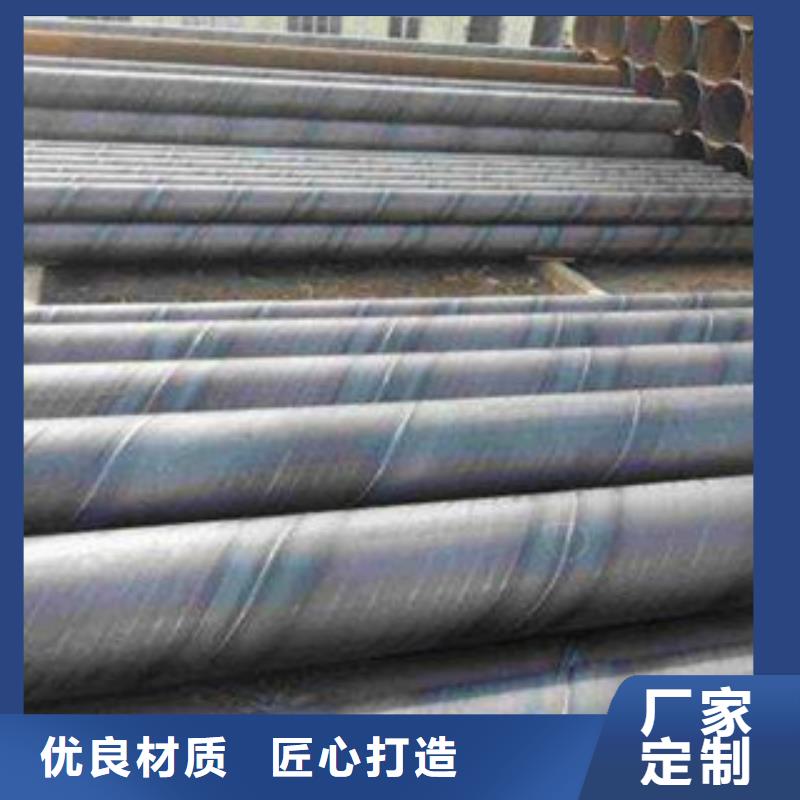
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。


螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。


